

One of the holy grails of the industrial sector is the effectiveness and efficiency at the time of production, since -simply- the more you produce (at a lower cost and without losing quality), the more you could sell, although you have to take into account the demands of the market.
It turns out that in Coahuila there has been a curious case in a metal-mechanical company where the application of science impacted the production process in an impressive way: they produced the same thing in half the time.
We read in an investigation by Felipe Sánchez Banda for Agencia Conacyt:
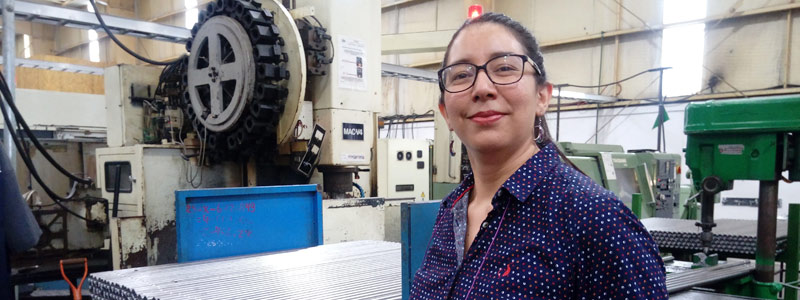
In an interview for the Conacyt Information Agency, the engineer Angelina Sifuentes Barba, a master's student in industrial engineering at the Technological Institute of Saltillo (ITS) —Belonging to the National Technological Institute of Mexico (Tecnm) -, details the initial problems in a Saltillo company, the application of science and engineering directly in production and the results obtained after an important work of analysis, experimentation and industrial execution.
Conacyt Information Agency (AIC): Why is it important to reduce engineering times?
Angelina Sifuentes Barba (ASB): Profits or productivity are radically based on making more parts in less time, I mean that the more parts we make, the company is earning more, because it is obtaining more production and if it obtains more production, it obtains greater sales.
AIC: From what problems did the idea of developing this project arise?
ASB: Everything started with the forecast by a client, he began to project high releases in a piece that represents 33 percent of our profits. The detail was that we could not cover those quantities of pieces with the times that we had in that period. We practically needed to make three thousand pieces every three weeks, and the processing time involved around 18 and a half days, almost three weeks. That was the heart of the project, how to get three thousand pieces, minimum, every three weeks.
AIC: How did you start the project to solve this problem?
ASB: Initially we identified how many processes and operations were required to be able to process the parts, from there we continued with how many machines we had to manufacture the parts. Subsequently, how many operators were needed to be able to operate the machines and, above all, an excessive amount of inventories was identified that were necessary to be able to move from one operation to another, because the distribution of the machinery was not adequate, including the route of Material from one machine to another was up to 30 meters away and, for this, we needed to make a minimum batch of 250 pieces to maintain greater control during the process, using a Push-type system (push-type flow system) to continue processing.
In short, we had around 11 inventories to be able to carry out five operations and thus manufacture the three thousand pieces.
AIC: How did you resolve these details that you identified for the manufacture of the parts?
ASB: We opted for two paths, the first was to perform a simulation of discrete events using software that feeds on sensitized processing times, I mean, for example, how long does it take for the operator to load the part into the machine, how long does it take? the machine to process it and how long it takes the operator to unload the part for each of the operations.
Descriptive statistics were used to establish the times, with which many types of probabilities were obtained, we handled from normals, exponentials, Weibull, etc. At that time, we had a not very standardized process, simply because it involved a lot of probabilities, but we still fed the software with this information.
Already having the first response of the simulation, the other solution path was optimization, it practically requires the identification of the tasks (operations), the machines assigned to perform each operation and establish the number of jobs (batches to complete an order of work) for the processing of the three thousand pieces, these characteristics allow us to find a good sequencing of operations and allocation of resources.
Based on this, it was possible to make a matrix of processing times, which shows the ease of performing an operation by means of one or more machines (not precisely one). From the allocation of machines, a work flow can be obtained and with it an adequate sequencing of operations.
We were able to observe that the results obtained in the optimization (the Xpress-IVE and DOcplexcloud software from IBM were used) coincided with the results achieved in the simulation, it is important to mention the sensitized data by the simulation, because the operator fatigue and lack of repeatability of cycle times on machines; On the other hand, the times used in the optimization are declared as constants, the parameters, the decision variables, the restrictions and the objective function were also defined, the latter is declared the makespan, that is, the maximum realization time for the completion of all jobs within the time frame.
Having a common objective function, both in the simulation and the optimization, we began to calculate the completion times for the processing of the three thousand pieces and, based on this, begin to minimize them, it was really very difficult to figure out how to reduce the 18 days and a half, it was quite a challenge.








{kind=link}
No Comment